Sherwood Ranger - Making Parts - 8
*This web site is NOT owned or managed by G-TLAC. G-TLAC is not responsible for the content unless explicitly stated. See Disclaimer.
3/10/11 - .188, .250, .050 parts
1.5 hr - cut out the remaining dogbone .188 parts. Cut out the one large remaining .250 part - a seat belt attach bracket. Wasn't as bad as I thought. This rather horrible bandsaw blade I'm using at the moment is actually much more stable through thicker material. Then finished off with a few .050 parts. These ended up with very rough edges because this blade is just horrible. I have a bunch of simple rectangular parts to final size - .050 for most, if not all of them. I'll hold off until I can replace the blade again.
3/12/11 - 3/13/11 Garage sale
No work on airplane parts this weekend. Saturday was the big garage sale. Unlike last year where we brought the leftovers back inside with the thought of having another sale in a few weeks (never happened), we donated ALL of the leftovers to a couple of charities. This freed up enough room in the garage to allow for better stroller parking, but best of all, to re-join the two 3'x5' work tables into one 3'x10' table. The space where the unjoined 3x5 sat was then back-filled with an old dining room type table that I'd had at the hangar (but never really used there, so I brought it back home).

Before re-arranging back to the original configuration of the tables.

More of the before.

After re-arranging back to the 10-foot long table. Plus "new" old dining table in the corner between the drill press and the compressor.

Showing the drawers in the work table - these are 2'x4'x6" deep, mounted down an inch or two from the table frame so that taller items in the drawers will clear.
3/19/11 - .050 parts
1/2 hr - completed sanding, scotchbriting, marking, and drilling a few more gussets. The time during the week was rearranging stuff in the garage.
This is how I transfer holes to duplicate parts without marking each one. Just cleco-clamp them together and drill through.

This is all of the parts completed since the 2/11/11 photo showing a bunch of parts.
3/23/11 - .050 parts
1 hr - cut the slot and profile, outer corners, and sanded and scotchbrited the edges of the two remaining larger control stick mount plates. Also marked and drilled these. Cut out one of very few remaining .125 parts. Sanded a few of the sides of this one as well.
3/24/11 - .050 and other parts
1 1/2 hr - bent the two larger control stick mount plates. Turned out good, I think. Drilled the 1/4" holes in the forward seat belt attach plate and finished sanding/scotchbriting the profile of the part. Finished sanding/scotchbriting a couple of .125 parts, including drilling one of the gear center plates. Straightened a bunch of 10mm x 600mm thin stock strips. I believe these go in as diagonals in the tail somewhere.
3/26/11 - .125 parts
1/2 hr - re-smoothed the edges of 3 of 4 aileron hinge? pieces. Drilled the holes in them. Drilled some more holes in the 1/4" thick forward seat belt spreader bar. Making a strip of holes that will then be filed into one smooth slot for where the belts attach.
3/30/11 - .050 parts
1 hr - made up one of the little channel parts - 18mm wide U channel with 9mm high sides. Finally bent the little Harbor Freight brake. But I got the channel part made ok - brake started the bends, but couldn't finish them. So I tapped them up with the rubber-faced hammer. Not a big deal, but I need a bigger / heavier brake (or access to one) because there are quite a few other pieces to be bent. I knew that, because the little fuselage plates I bent in two steps above were about the limit of the brake. So I spent about half of the time today finishing up cutting some remaining rectangular parts and finish sanding and scotchbriting the .188 dogbone parts.
3/31/11 - .188/.250 parts
1/4 hr - drilled the 3 last .188 dogbones to size. Drilled rows of holes in the .250 shoulder harness attach bar. Will file these into a continuous slot.

A few of the parts from the past few days.
4/2/11 - .040 parts
1/2 hr - sanded/scotchbrited the sides of some rectangular .040 parts. These are to be bent into L channels.
4/4/11 - .040 parts
1/2 hr - more of the above.
4/5/11 - .025 parts
1 hr laid out and cut out a bunch of tail rib parts. Longest one is just under 36", so maybe that 3 foot HF brake would be the way to get these done.
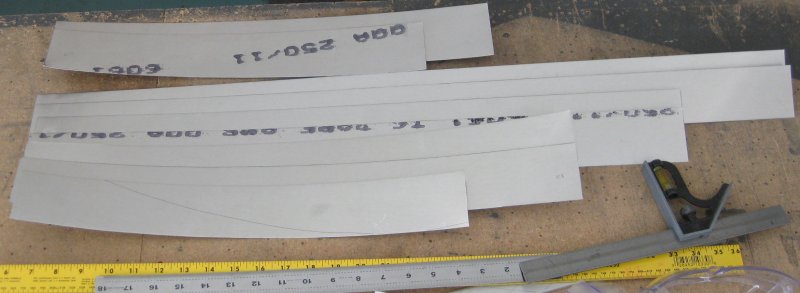
Just some rectangles, but these will get bent into channels.
4/8/11 - .025 parts
1 hr - filed edges and scotchbrited edges of .025 rectangles (to later become tail ribs, I think).
4/9/11 - hardware
1/2 hr - unbagged most of the nuts and bolts. Put them in a divided box I found among cleaning out other parts of the garage. Got all the nuts, washers, and shorter AN3's into the box. Put the longer AN3's into one bag, and split the AN4's into a sub 2-inch bag and a 2+ inch bag.

4/10/11 - .025 parts
1/2 hr - finished off filing/scotchbriting the larger rectangles. Still have the 10mm wide strips and several .040 and .050 rectangles to go, but it's getting closer to where I'll have to figure out how to cut the steel tubes, then will have to get serious about a source for the Al tubes.
4/11/11 - .040, .050 parts
1/2 hr - sand / scotchbrite edges of the foot rest plates.
4/12/11 - .050 parts
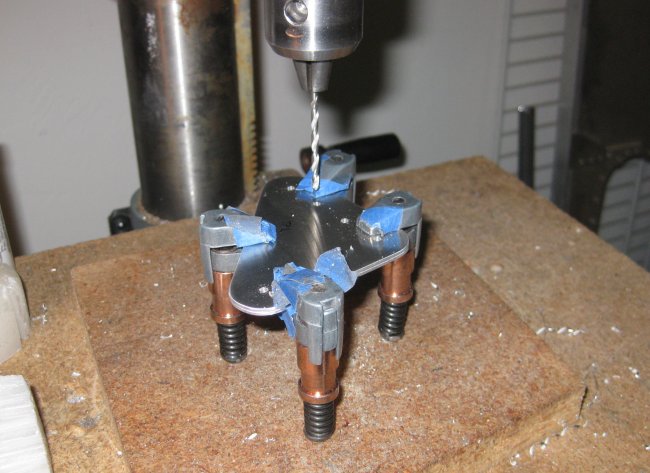
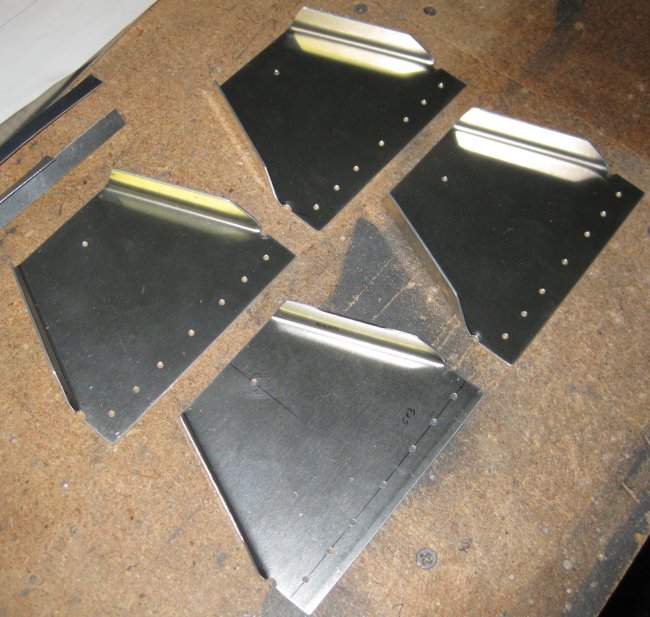
1 hr - drill hole pattern in initial part, cut perimeter, drilled through on the 3 copy parts, marked their perimeter cuts. Cut all, sanded/scotchbrited edges, bent the flanges on these. The drawing is a little cryptic because it says to cut after bending. This seemed a little more complicated to me than to just cut then bend, plus I drilled .188 stress relief holes at the bottom end of the bends.

Click to join sherwoodbuilders